Меняем поршневой палец и его втулку
Чтобы определить причины люфта поршня на шатуне, необходимо снять поршень (предварительно закрыв тряпкой отверстие картера). Для этого достаточно удалить плоскогубцами два стопорных кольца пальца и вытолкнуть палец. Если он сидит плотно, можно воспользоваться приспособлением (рис. 1).
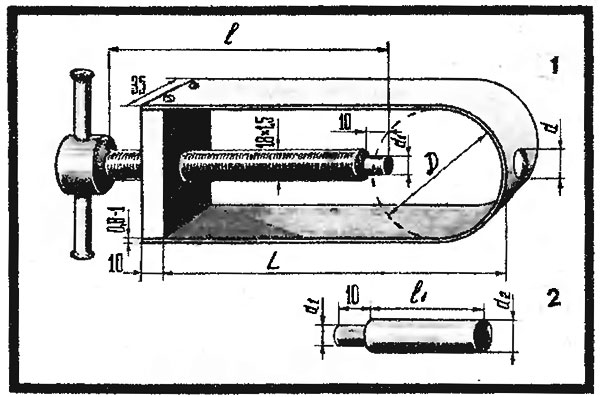
Рис 1. Приспособление для снятия и установки поршневого пальца: 1 — хомут: 2 — направляющая для установки пальца; D — диаметр поршня; L = 2D; d=d0 + 1,5 мм; d1 — внутренний диаметр пальца; – d0 — 0.1 мм; d0 — наружный диаметр пальца; 1 = 2D + 20 мм; I1 = D.
Вставляя новый палец по очереди в поршень и втулку, определяют, какая же деталь износилась. Во втулку смазанный палец должен входить от усилия руки и сидеть в ней плотно. А в отверстия холодного поршня он не должен входить (при запрессовке поршень надо нагреть до 80 градусов).
Ко времени первого ремонта обычно изнашивается палец в месте соединения со втулкой, и его просто заменяют деталью того же размера. Если же износились стенки отверстий поршня или втулки, их развертывают до нужного диаметра (см. таблицу 1) и устанавливают ремонтный палец на 0,05 или 0,1 мм больше.
Таблица 1. Ремонтные размеры цилиндров
| Тип двигателя | Ява-175 мод. 356 Ява-350 мод. 354, 360 | Чезет-175 мод. 450 | ||||
| Селективные группы | A | B | C | A | D | C |
| Отклонение (мм) | + 0,006 | + 0,006 | + 0.007 | + 0.01 | + 0.01 | + 0.01 |
| Нормальный | 58,00 | 58.006 | 58,012 | 58.00 | 58,01 | 58,02 |
1-й ремонтный | 56,25 | 58.256 | 58.262 | 58,25 | 58,26 | 58.27 |
| 2-й ремонтный | 58,50 | 58.506 | 58,512 | 58,50 | 58.51 | 58.52 |
| 3-й ремонтный | 58,75 | 58,756 | 58.762 | 58,75 | 58,76 | 58,77 |
| 4-й ремонтный | 59,00 | 59,006 | 59,012 | 59,00 | 59,01 | 59,02 |
| Тип двигателя | Чезет-250 мод. 455 | Ява-250 мод. 353, 559 | ||||
| Селективные группы | A | B | C | A | D | C |
| Отклонение (мм) | + 0,01 | + 0,01 | + 0,01 | + 0,005 | + 0,007 | + 0,007 |
| Нормальный | 66,00 | 66,01 | 66,02 | 65,00 | 65,005 | 65,012 |
1-й ремонтный | 66,25 | 66,26 | 66,27 | 65,25 | 65,255 | 65,262 |
| 2-й ремонтный | 66,50 | 66,51 | 66,52 | 65,50 | 65,505 | 65,512 |
| 3-й ремонтный | 66,75 | 66,76 | 66,77 | 65,75 | 65,755 | 65,762 |
| 4-й ремонтный | 67,00 | 67,01 | 67,02 | 66,00 | 66,005 | 66,012 |
Таблица 2. Ремонтные размеры поршневого пальца и отверстий в поршне и втулке
| Тип. модель | Диаметр поршневого пальца (мм) | Диаметр отверстий в поршне (мм) | Диаметр отверстий втулки (мм) | |||
Ява-350 Ява-175 Ява-250 мод. 353 | Н | 15,00 | 15 | — 0.008 | 15 | + 0.027 |
| — 0.015 | + 0.016 | |||||
| Р | 15,05 | 15,05 | — 0.008 | 15,05 | + 0.027 | |
| — 0.015 | + 0.016 | |||||
| Р | 15,1 | 15,1 | — 0.008 | 15,1 | + 0.027 | |
| — 0.015 | + 0.016 | |||||
Ява-250 мод. 559 | Н | 18,00 | 18 | — 0.008 | 18 | + 0.027 |
| — 0.015 | + 0.016 | |||||
| Р | 18,05 | 18,05 | — 0.008 | 18,05 | + 0.027 | |
| — 0.015 | + 0.016 | |||||
| Р | 18,1 | 18,1 | — 0.008 | 18,1 | + 0.027 | |
| — 0.015 | + 0.016 | |||||
| Чезет-175 Чезет-250 | Н | 18 | 18 | — 0.008 | 18 | + 0.035 |
| — 0.015 | + 0.025 | |||||
| Р | 18,1 | 18,1 | — 0.008 | 18,1 | + 0.035 | |
| — 0.015 | + 0.025 |
Примечание: Н — нормальный размер; Р — ремонтный размер.
Выпускаемые заводом пальцы делятся в зависимости от диаметра на две группы, обозначаемые буквами X и У, которым соответствует маркировка на торце двумя или одной черточками. В поршни, имеющие на головке маркировку «X», устанавливаются пальцы II группы (две черты), в поршни с маркировкой «У» — пальцы I группы (одна черта).









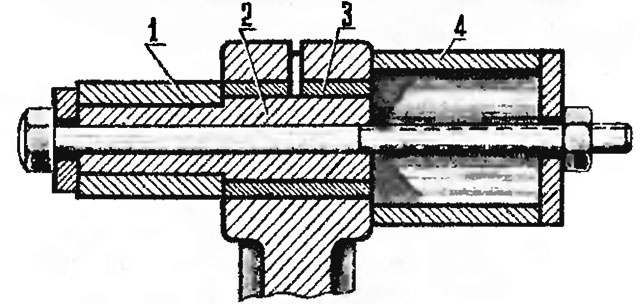
Рис. 2. Удаление старой и установка новой втулки: 1 — новая втулка; 2 — направляющая; 3 — старая втулка; 4 — опорная втулка.
Снять старую и запрессовать новую втулку можно при помощи простого приспособления (рис. 2), состоящего из болта, гайки и направляющей оправки. Не стоит удивляться тому, что у новых втулок внутренний диаметр меньше, чем у пальцев. При запрессовке в головку шатуна они деформируются и диаметр изменяется. Отверстия втулки разделывают развертками за несколько переходов так, чтобы последняя — калибровочная — снимала слой металла не более 0,05 мм. Такой способ позволяет избежать перекоса оси отверстия и достичь высокой чистоты поверхности.
Занимаясь разделкой, шатун нужно зафиксировать. Для этого можно воспользоваться деревянными брусками, закрепив их на шпильках крепления цилиндра. Следите, чтобы в картер двигателя не попали стружки.
Советы по ремонту
500 тысяч мотоциклов этих марок бегают по дорогам нашей страны. Они завоевали популярность у советских мотолюбителей мощностью, приемистостью и надежностью двигателей. Обкатка, обслуживание и своевременный ремонт позволяют безаварийно эксплуатировать «Явы» и «Чезеты» на протяжении десятков тысяч километров.
Что касается обкатки и обслуживания мотоцикла, то об этом сказано в инструкции. О ремонте же литературы почти нет, а ремонтных мастерских, где можно было бы получить квалифицированную помощь или консультацию, пока недостаточно.
Редакция получает много писем, авторы которых спрашивают совета по ремонту чехословацких мотоциклов. Для ответа мы предоставляем слово инженеру Б. В. Синельникову.
В статье рассматриваются основные положения, связанные с ремонтом главной части мотоцикла — его двигателя.
О цилиндре и поршне
Изношенный по внутреннему диаметру цилиндр растачивают до ближайшего ремонтного размера (см. таблицу 2) на токарном или координатно-расточном станке с последующей притиркой, хонингованием или шлифованием до зеркального блеска. Базой при установке на станке служит нижняя посадочная плоскость цилиндра. Можно прибегнуть и к более трудоемкой, но дающей хорошие результаты обработке цилиндра чугунным притиром (рис. 3), устанавливаемым а шпиндель токарного или сверлильного станка, и абразивным порошком.








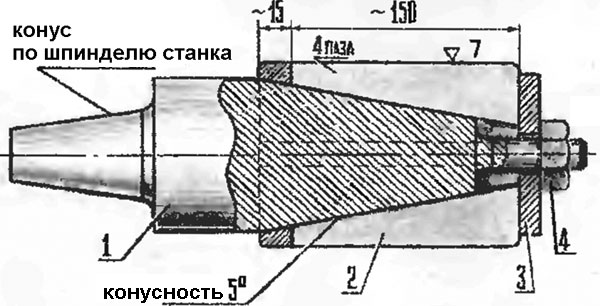
Рис. 3. Притир для обработки цилиндра: 1 — оправка; 2 — чугунная разрезная втулка: 3 — шайба; 4 — гайка.
Диаметр отремонтированного цилиндра замеряют по всей поверхности индикаторным нутромером с ценой деления 0,001—0,002 мм.
Заводами для «Явы» и «Чезет» выпускаются поршни и кольца четырех ремонтных размеров (см. таблицу 2).
В зависимости от диаметра они делятся на три селективные группы, обозначенные буквами А, В и С, выбиваемыми на верхней плоскости цилиндра и на головке поршня рядом с обозначением ремонтного размера. Чтобы обеспечить нормальный зазор между зеркалом цилиндра и поршнем, их следует комплектовать только из одноименных групп.
При замене изношенного цилиндра новым стоит заменить и поршень.
Для монтажа пальца можно применить приспособление, показанное на рис. 1. Поршень при этом нужно нагреть в масляной или водяной ванне до 80— 100 градусов. Стрелка, выбитая на головке поршня, должна быть направлена вперед по движению мотоцикла.
Перед установкой цилиндр следует тщательно промыть бензином, а зеркало его и поршень смазать маслом. Если прокладка под цилиндр повреждена, можно изготовить новую толщиной 0,2— 0,3 мм, вырезав ее из плотной чертежной бумаги, пропитанной маслом (паронита, прессшпана). Следите, чтобы при сборке она не перекрывала перепускные окна.










Диагноз и ремонт
Приступая к ремонту, запомним основное правило: устранение неисправностей следует начинать с самого простого. Не секрет, что всякая разборка нарушает о определенной степени взаимное положение приработавшихся деталей и в итоге может вызвать их интенсивный износ. Поэтому к разборке прибегают, только убедившись в ее необходимости.
Первое «близкое знакомство» с двигателем обычно происходит после пробега 15—20 тысяч километров. К этому времени из-за износа поршневых колец снижается мощность. Ремонт состоит в их замене. Эта работа подробно изложена в инструкции.
Через 25—35 тысяч километров мощность двигателя опять снижается. Здесь уже может потребоваться замена или расточка цилиндра. Сигналом служит увеличение его диаметра на 0,1—0,15 мм в любом сечении или образование продольных рисок глубиной более 0,05 мм. К этому моменту могут износиться поршневой палец, втулка верхней головки шатуна и стенки отверстий в бобышках поршня. О возникновении в этих соединениях зазора свидетельствует появление стуков при переходе поршня через мертвые точки. Наиболее отчетливо они слышны в верхней части цилиндра при движении мотоцикла накатом с включенным сцеплением. При увеличении опережения зажигания стуки усиливаются.
Изношенный подшипник нижней головки шатуна тоже вызывает стуки, но более глухого тона. Определить их на слух очень трудно. Для проверки состояния всех этих соединений достаточно снять головку цилиндра и цилиндр (см. инструкцию).
Покачивая поршень при неподвижном шатуне, а шатун при неподвижном коленчатом вале, можно определить величину люфта в соединениях. Если в подшипнике нижней головки шатуна он превышает 0,3 мм — коленчатый вап нуждается в замене. Для этой работы, так же как и при ремонте коробки передач, необходима разборка (в условиях мастерской) картера двигателя, предварительно снятого с мотоцикла.
Состояние опорных (коренных) шарикоподшипников коленчатого вала проверяют так. Сняв статор генератора, берутся руками за якорь и приподнимают и опускают коленчатый вал. Если слышны стуки и к тому же ощущается его движение — значит, подшипники изношены и их надо менять. Это удобнее делать, когда картер разобран.
Снижение мощности двигателя, работа его «через такт», затрудненный пуск иногда являются следствием износа уплотняющего «воротника» самоподжимающихся сальников, установленных на цапфах с наружной стороны коренных подшипников. О повреждении левого сальника говорит уменьшение уровня масла в картере (оно засасывается в цилиндр), увеличение дымности выпускных газов (это особенно заметно в левом глушителе у «Явы-350»), При неисправности правого — в цилиндр подсасывается воздух, топливная смесь обедняется и часть ее выбрасывается через сальник на генератор. Об этом же сигнализируют следы масла на наружной стороне сальника и в генераторе, и хлопки, прослушивающиеся при снятой правой крышке.
Для замены сальников двигатель не нужно снимать с мотоцикла. Доступ к левому открывается после снятия левой крышки картера, сцепления и ведущей звездочки с коленчатого вала; к правому— после снятия статора и якоря генератора.