Технология лазерной резки металлов
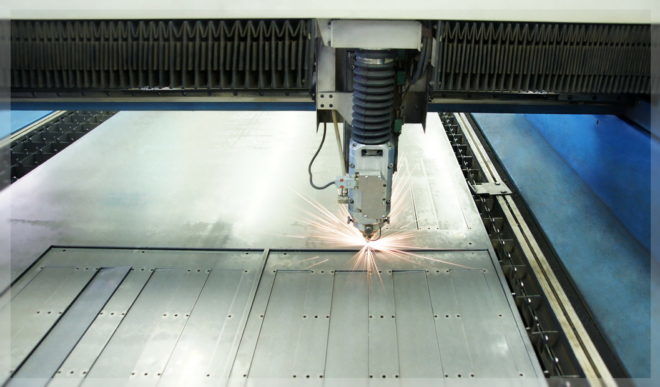
Лазерная резка металла на заказ достаточно проста. Лазер – это тонкий луч, который на металлической заготовке образует точку. Металл на этой точке быстро нагревается до температуры плавления и начинает закипать, а затем испаряться. Если режется тонкий металлический элемент, то это происходит именно так. С толстыми деталями немного сложнее, потому что большое количество металла не может испаряться. Поэтому в технологию добавляют газ, который выдувает расплавленный металл из зоны реза. В качестве газа можно использовать кислород, азот, любой инертный газ или обычный воздух.
https://www.youtube.com/watch?v=aIE7DBgFNjc
Виды лазерной резки
В основе технологического процесса лежат несколько элементов, которые и определяют процесс резки металлов лазером. А именно:
- источник энергии;
- рабочий элемент, который и образует лазерный поток;
- блок, в состав которого входят специальные зеркала, такой прибор называется оптический резонатор.
Именно рабочий элемент и создает классификацию лазерных установок, в которых сам режущий инструмент разделяется по мощности.
- Мощностью не больше 6 кВт – называются твердотельными.
- 6-20 кВт – это газовые.
- 20-100 кВт – газодинамические.
К первой позиции относятся технологии, в которых используется твердое тело: рубин или специальное стекло с добавками флюорита кальция. Такие лазеры могут создать мощный импульс буквально за несколько долей секунд, к тому же они работают как в импульсном режиме реза, так и в непрерывном.
Вторая позиция – это лазер на основе газовой смеси, которая нагревается электрическим током. Электроэнергия придает направленному потоку газов монохромность и направленность. В состав смеси входят углекислый газ, азот и гелий.
Третья позиция – это также газовый лазер на основе углекислого газа. Газ нагревают и пропускают через узкий проход, где он остывает и расширяется одновременно. При этом выделяется огромная тепловая энергия, которая и режет металл большой толщины. Точность реза высокая, потому что данный вид лазера обладает большой мощностью. При этом расход энергии луча небольшой.
Режимы резки
Параметров, которые влияют на резку, достаточно много. Это и скорость проводимого процесса, и мощность лазера, его плотность, фокусное расстояние, диаметр луча, состав излучения, вид и марка разрезаемого металла. К примеру, низкоуглеродистые стали режутся быстрее, чем нержавейка, почти на 30%. Если кислород заменить обычным воздухом, то скорость реза снижается почти в два раза. Скорость резки алюминия лазером мощностью 1 кВт составляет в среднем 12 м/с, титана – 9 м/с. Эти показатели соответствуют технологии, в которой применяется кислород.
Выбирая определенный режим резки, необходимо понимать, что от выбранных параметров будет напрямую зависеть и качество реза. Оно характеризуется точностью вырезанной детали, шириною реза, шероховатостью поверхности образованных кромок, их ровностью, наличием на них оплавленного металла (грата), зоной температурного влияния лазера (глубиною). Но, как показывают исследования, на качество больше всего влияет скорость резки и толщина заготовки.
Для примера можно привести показатели качества лазерного процесса, который производился при мощности 1 кВт, с использованием кислорода, газ подавался в зону резки под давлением 0,5 МПа. При этом диаметр сфокусированной точки составлял 0,2 мм.
| Толщина заготовки, мм | Оптимальная скорость резки, м/с | Ширина реза, мм | Шероховатость кромок, мкм | Неперпендикулярность, мм |
| 1 | 10-11 | 0,1-0,15 | 10-15 | 0,04-0,06 |
| 3 | 6-7 | 0,3-0,35 | 30-35 | 0,08-0,12 |
| 5 | 3-4 | 0,4-0,45 | 40-50 | 0,1-0,15 |
| 10 | 0,8-1,15 | 0,6-0,65 | 70-80 |
Есть еще один параметр резки металлов при помощи лазера – это точность. Определяется она в процентном соотношении и зависит от качества самого технологического процесса. Требования к данному параметру основываются на толщине разрезаемой детали и на том, для каких нужд данная заготовка будет использована. Что касается толщины, то погрешность может составлять 0,1-0,5 мм, если лазером разрезается металлический профиль толщиною до 10 мм.
Управление станком для лазерной резки деталей
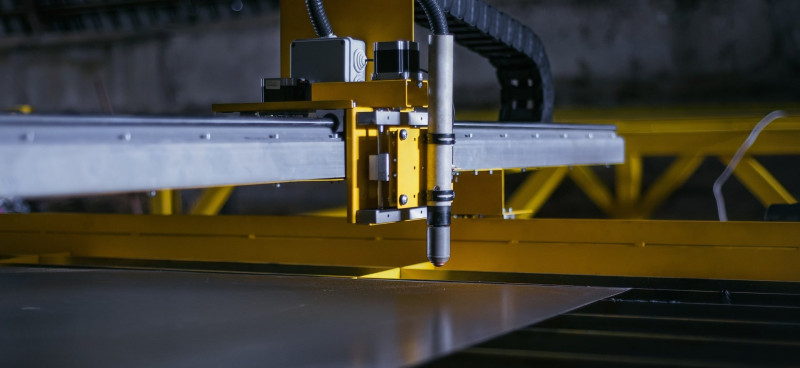
Автоматизированный станок для нарезания металла лазером состоит из непосредственно лазера, снабженного источником питания, системы управления, а также контура, обеспечивающего передачу излучения в зону резки. По принципу действия это излучение напоминает плазменную дугу или газовое пламя, однако имеет гораздо большую концентрацию мощности – до 5 000 Вт.
 станок для лазерной резки металла
станок для лазерной резки металла
Управление лазерным станком довольно несложное. Для осуществления лазерной резки деталей расходный материал фиксируется на рабочем столе. Затем в блок управления задаются параметры будущей детали (длина, ширина), указываются тип и толщина листового металла. Откалибровка фокуса и выбор расстояния от резака до разрезаемой поверхности происходит автоматически. В автоматическом режиме происходит и температурный контроль. Если технический процесс требует подачи вспомогательных газов, то к аппаратуре необходимо подключить баллоны с необходимым веществом. Для этого предусмотрены патрубки, снабженные клапанами. Защитный кожух ограждает оператора и прочий персонал от мелких частиц металла.
Резка алюминия – основные нюансы и характеристики процесса
Обработка алюминиевых заготовок происходит по определенному автоматизированному шаблону. В программу загружаются чертежи будущей детали, этот процесс позволяет избежать дорогостоящего привлечения узких специалистов. Дополнительная экономия заключается в рациональном расположении формы детали на имеющейся заготовке, снижается процентное количество излишков.
Распространенным производственным действием считается лазерная резка стали, а также работа с деревянными материалами.
 Лазерная резка по дереву
Лазерная резка по дереву
В процессе обработки алюминиевых листов совместно с основным лазерным лучом в сфокусированную зону подается поток воздуха, он увеличивает общую энергию луча, а также служит своеобразным мусоропроводом для образующихся шлаков и продуктов плавления.
Мягкий алюминий характеризуется высокой теплопроводностью, это позволяет ему отлично поглощать энергию лазера. Эта особенность является камнем преткновения многих рядовых производственных цехов, поскольку лишь профессиональный высокомощный лазер способен справиться с этим материалом.
 Станок с мощным лазером для резки алюминия
Станок с мощным лазером для резки алюминия
Основными нюансами в работе с алюминиевыми заготовками являются:
- небольшие производственные скорости – высокоскоростные установки не контролируют образование на поверхности заготовки деформаций;
- в процессе работы отсутствует прямой контакт с материалом, лазер просто прожигает поверхность алюминия;
- продувная зона обеспечивает полную очистку контура, эта функция весьма актуальна при дальнейшем сваривании;
- автоматизированная установка при правильно заложенном чертеже справляется с неимоверно сложным проектом детали.
- алюминий не приемлет исправлений – человеческий фактор полностью исключается за счет системы ЧПУ.
При обработке мягких металлов часто появлялся фактор статического влияния крепежных элементов, особенно устаревших производственных машин, но лазерная резка нержавеющей стали не требует закрепления заготовок. Достаточно просто положить заготовку в рабочую зону, а машина выполнит все необходимые операции в точности с заявленным электронным чертежом.
https://www.youtube.com/embed/om7wTaCLbdI Лазерный станок с ЧПУ
Преимущества лазерной резки
 Плюсы резки лазером
Плюсы резки лазером
Подобный метод разрезания металлоконструкций обладает определенными преимуществами перед прочими способами. Основные из них:
- При помощи лазера возможно проводить резку широкого диапазона толщин металлических труб. Из меди – 0,3-16 мм, из алюминия – 0,3-22 мм, из стали – 0,3-22 мм, из нержавейки – до 55 мм.
- Полностью отсутствует контактирование режущей части с обрабатываемым металлом. Это даст возможность проводить работы с хрупкими изделиями.
- Образуются изделия с необычной формой. В частности, когда разрезание произведено на станке с доступом к компьютерному обеспечению. Требуется попросту в спецблоке открыть чертеж заготовки, и оборудование самостоятельно сделает точный разрез.
- Крайне скоростной процесс разрезания.
- Когда требуется сделать изделие из металла небольшой партией, то непосредственно такой метод заменяет трудоемкие техпроцессы.
- Минимальное количество отходов и ровный срез помогут снизить стоимость деталей из металла, что повлияет на уменьшение конечной цены.
- Универсальность технологии, при помощи которой возможно справляться с трудными поставленными задачами.
Когда говорить о минусах лазерной резки труб, то их не слишком много. Основным недостатком станет повышенное потребление электрической энергии, потому такой процесс наиболее дорогой на сегодня. В сравнении со штамповкой, также отличающейся минимальным количеством отходов и высокой точностью, качеством обрабатываемой детали, то нужно сказать, что лазер выйдет дешевле. Другим недостатком станет пределы разреза по толщине (до 2 см).
Установка лазера для резки – что это?

На современном рынке лазерных установок представлены самые разнообразные модели, с разным уровнем мощности. Условно их можно поделить на такие типы:
- Газовый тип. Представлены с продольной/поперечной подачей смеси газа, который применяется в качестве рабочего тела. В таком агрегате смесь газа подается через спецтрубку под действием насоса. При этом электрический наряд для накачивания смеси газа обеспечивает ее атомы, которые пребывают в активном энергетическом состоянии. Самыми эффективными компонентами лазерной установки называют углекислотные щелевидные системы.
- Твердотопливная система. В такой системе обязательна лампа накачки – без нее нет возможности передавать необходимый уровень излучения. Рабочим источником тепла в этом случае выступает графитовый или же из неодимового стекла стержень. Такие системы работают в импульсном режиме, хотя при необходимости их настраивают на непрерывный режим работы.
- Газодинамические установки. Такие системы схожи с газовыми установками, но в них газовая смесь нагревается до температуры в 2-3 тысячи градусов. После ее пропускают через соло на уровне звуковой скорости и после охлаждается. Данный процесс достаточно сложный и дорогостоящий, потому в силу множества своих операций редко применяется на практике.
Комплектация каждого станка для лазерной резки металла лазером включает в себя такие составляющие:
- Комплекс специального образования и последующей передачи газовой смеси, излучения – сам сопло и система подачи направленного потока газа, поворотные зеркала и лазер, система постановки фокуса и оптических затворов.
- В систему входит и излучатель, с системой зеркального резонатора, активная среда и система накачки и модуляции.
- Автоматическая система управления, плюс специальный ряд подсобных систем, работающих в рамках параметра самого станка.
- Наличие системы координирующего устройства, которое необходимо для перемещения потоков волн в пространстве лазерного луча.
Особенности раскроя некоторых металлов
Фактором, усложняющим лазерную резку определенных металлов, служит их высокая теплопроводность. При нагреве тепло активно отводится из зоны реза, поэтому приходится расходовать больше энергии на их обработку, выбирать специальные режимы работы станка.
Латунь
Сплав, основными компонентами которого служат медь и цинк, достаточно сложен для обработки, поскольку:
- плавится при довольно высокой температуре – не ниже 900 °С;
- хорошо проводит тепло;
- обладает высокой твердостью.
Поэтому материал, толщина которого не превышает 5 мм, режут в импульсном режиме, а при толщине листа от 5 до 12 мм применяют плазменный метод. Для обработки латуни могут использоваться только станки с длиной волны 1 мкм – с твердотельным или волоконным лазером, поскольку луч углекислотной установки полностью отражается от поверхности такого металла. Расход энергии зависит от толщины листа, соотношения компонентов сплава и некоторых других факторов. Резка толстого материала слишком энергозатратна и поэтому невыгодна с экономической точки зрения.
Алюминий
Этот металл тоже обладает высокой теплопроводностью и плохо поглощает энергию луча: большая часть фотонов отражается от его поверхности. Однако препятствие обойти достаточно просто: нужно всего лишь повысить мощность лазера. К сожалению, доступная для обработки толщина листа и скорость раскроя при этом снижаются.
Для алюминия можно использовать как твердотельные, так и газовые установки, обладающие достаточной мощностью. Оборудование на углекислом газе может эксплуатироваться в импульсном либо постоянном режиме, тогда как твердотельные устройства – только в импульсном. Наилучший по качеству результат дает работа луча с обдувом струей чистого азота, так как в этом случае обеспечивается наиболее гладкий и ровный край детали, без малейших шероховатостей и заусенцев.
Нержавеющая сталь
Антикоррозионные качества нержавеющей стали обусловлены легирующими добавками, в качестве которых выступают хром и никель. При обработке в среде чистого кислорода эти элементы образуют тугоплавкие шлаки, особенно если приходится резать толстый лист металла. Оксиды обладают низкой текучестью и перекрывают доступ к оставшемуся металлу, затрудняя процесс резания. Поэтому для достижения наивысшего качества нержавейку обрабатывают в среде чистого азота, который подается в зону резания под давлением не меньше 20 атмосфер, чтобы удалять накапливающиеся оксиды.
Титан
Металл сочетает относительно малую плотность с высокой температурой плавления и механической прочностью. До температуры 600 °С его поверхность защищает оксидная пленка, при превышении этого уровня становится возможным интенсивное горение. Лазерно-кислородная резка для титана даже более эффективна, чем для черных сталей и происходит в несколько раз быстрее (до 5 раз).
Особенности резки металла в различных областях промышленности
Результатом процесса резки становится получение раскроенного на отдельные детали металла. С помощью резки можно сделать заготовки различного размера и формы (в т.ч. получить нестандартные детали), а также обеспечить близкий к безотходному производственный процесс.
Классификация процесса резки металла основывается на многих факторах.
Так, все виды резки металла условно делятся на две большие группы и зависят от способа воздействия на обрабатываемый материал:
- Механическая.
- Термическая.
Исходя из способа управления, процесс резки металла может быть:
- Ручным.
- Автоматизированным.
На крупных производствах чаще всего применяется бесконтактная резка металла термическим способом.
Для осуществления раскроя металла используется специализированное оборудование – станки:
- отрезные;
- фрезерные;
- лазерные станки с ЧПУ и пр.
- плазменные;
- гидроабразивные;
Совершенствование технологии резки металла позволяет использовать современные станки с высокой степенью производительности, которые в сжатые сроки помогают получить заготовки с идеальными линиями разреза и минимальными отходами.
Для резки листового материала используются специально выверенные технологии, в которых учтены толщина, вид, состав и физические свойства металла. Одна из целей резки – получить деталь нужной формы и размера с сохранением химических свойств материала.
Плазменная резка металла
Данный термический способ раскроя металла относительно точен и универсален, как и лазерная резка. Однако в указанном случае для получения заготовок используется плазменная дуга либо сжатая дуга высокой температуры. Плазменная резка применяется для быстрого раскроя токопроводных сплавов.
С помощью плазменной резки можно раскраивать:
- конструкционную сталь;
- нержавеющую сталь;
- титан;
- сплавы цветных металлов;
- чугун;
- высоко- и низкоуглеродистую сталь;
- высоколегированную сталь и др.
Среди преимуществ плазменной резки можно назвать:
- хорошее качество резки;
- быстроту получения заготовок;
- экономичность.
Минусами является высокие требование в опыту работника-оператора, высокой стоимости расходных элементов, изнашивающихся в процессе работы и влиянием на здоровье оператора, связанной с повышенным шумом и опасными газами, выделяемыми в процессе раскроя.
Основные сферы применения плазменной резки следующие:
- судостроение;
- машиностроение;
- металлургическая отрасль;
- сельскохозяйственная сфера.
Газокислородная резка металла
Газовый способ обработки металла считается одним из самых первых термических методов резки: время появления газокислородной резки – конец XIX века.
Данная технология предполагает воздействие струи горящего газа, направленной на линию разреза материала и призванной выдувать образующиеся окислы. При этом металл нагревается пламенем газа до температуры ок. 1000° С.
Главные преимущества газокислородной резки заключаются в возможности обрабатывать:
- детали толщиной до 200 см;
- низко- и среднелегированную углеродистую сталь.
Среди недостатков данного способа резки можно отметить:
- невозможность обрабатывать все виды металла;
- низкое качество линии реза;
- возможность деформации материала;
- пожароопасность из-за применяемых газов и большого факела открытого пламени
- высокие требования к условиям, в которых осуществляется резка.
Поэтому газокислородная резка не применяется в тех случаях, когда необходимы высокое качество и точность раскроя деталей.

Типы установок, как работают, картинки: портативные, с ЧПУ и не только
Области применения лазерных установок не ограничиваются одним только раскроем листов металла, где используются в основном портальные лазерные станки с ЧПУ.

Станок для лазерной резки металла с ЧПУ GF3015/4020 Plus. Фото Farley Laserlab
Технологии обработки нашли себе применение в малом и среднем предпринимательствах, в которых владельцы ограничены в производственных площадях. Здесь материалы обрабатываются на портативном лазерном оборудовании и станках, которые можно переносить на другое место работы.
ОКОФ
ОКОФ — общероссийский классификатор основных фондов, нормативный документ по которому определяются амортизационные группы. Правильное определение кода ОКОФ для основных средств — это гарантия сдачи налогового учета без замечаний от контролирующей налоговой организации.
Код ОКОФ для лазерной сварки и резки 14 2922796. По классификатору это оборудование относится к третьей амортизационной группе основных средств. Производитель обычно указывает срок гарантийного использования в паспорте станка.
Популярные марки и модели станков: TRUMPF и прочие

Станок для 2-мерной лазерной резки TruLaser 1030 fiber. Фото TRUMPF
Оборудованием резки металла лучом занимаются все больше фирм как зарубежных, так и российских. Этому способствует стремительное развитие науки о физике твердого тела. Не сдают свои позиции фирмы, занимающие лидирующее положение на рынке лазерных технологий. Краткая информация о некоторых из них.
(Германия) выпускает широкий ассортимент лазерного оборудования:
- станки 2D и 3D резки;
- труборезные станки;
- станки с комбинированной технологией вырубки и лазерной резки;
- станки для лазерной маркировки.
2D лазерный станок модели TruLaser Center 7030 обеспечивает полную автоматизацию 2-мерной резки лучом. Кроме собственно самой обработки, станок самостоятельно разрабатывает чертеж и сортирует детали. Это первая модель производителя, которая объединяет все составляющие лазерной резки на одном станке.

Лазерный станок для металла Wattsan 1530 Basic. Фото WATTSAN
Станок для трехмерной резки модели TruLaser Cell 8030 может вырезать объемные детали аналогичные полученным методом горячего деформирования. На станке возможно изготовить некоторые каркасные детали кузова автомобиля.
(Китай) — лидер лазерно-гравировального оборудования на российском рынке. Отличная сборка и постоянство характеристик в работе наряду с относительно невысокой ценой привлекают покупателей.
Для резки и гравировки неметаллических материалов домашнему мастеру стоит обратить внимание на настольный малогабаритный лазерный станок WATTSAN micro 0203. На рабочем столе станка габаритами 200 мм х 300 мм можно резать и гравировать пластмассу толщиной до 6 мм и дерево толщиной до 3 мм
Сферы применения лазерной резки металла.
Использование технологий такой обработки элементов из различных сплавов и массовое производство деталей уместно и выгодно для таких сфер:
- производство автомобилей, технических транспортных средств и разнообразных машин;
- детали и оборудование для обслуживания и создания торговых павильонов – стеллажей, подставок, поддонов и других подобных деталей;
- компоненты для производства корпусной мебели;
- создание трафаретов, вывесок и надписей из металла;
- комплектация и украшение кованых деталей;
- производство элементов декора для помещений, фасадов домов, парковых зон, загородных домов и дач.
Использовать продукцию, изготовленную на станках лазерной резки, можно и в других сферах.
Промышленная резка труб: обзор станка
При резке труб в промышленных масштабах, для обеспечения качественного и ровного реза, используют лазерные станки с ЧПУ. Такое оборудование с помощью направленного лазерного луча проводит прожиг материала, благодаря которому линия среза отличается идеальной точностью. Одним из самых высокоточных и производительных станков для такой работы является SEKIRUS P0306M-6000. Он режет круглые, квадратные D-образные и другие варианты изделий.
Особенности резки труб лазером
У резки лазером множество преимуществ. Этот высокотехнологичная технология обладает высокой скоростью резки и создает безупречную кромку. А значит, экономит на последующей обработки заготовок. Максимально сфокусированный луч лазера производит раскрой труб без отходов. Которые присущи при других методов резки.
С помощью станка SEKIRUS P0306M-6000 можно провести резку труб из всех типов металлов:
- Легированная и инструментальная сталь;
- Титан;
- Латунь;
- Бронза;
- Алюминий.
Лазерный луч не испытывает проблем с резкой металла. Ему безразличен способ изготовления заготовки (литая, сварная или сварная) и ее толщина. Луч лазера способен создать рез без сколов и окалин.
В отличие от традиционных методов резки труб, лазерный обладает следующими преимуществами:
- Деформация металла практически отсутствует;
- Механическое воздействие сводится к минимуму;
- Линия реза обладает высоким качеством поверхности;
- Высокая скорость и производительность резки;
- Получение заготовки высокой точности.
Как проходит резка труб лазером
Станок SEKIRUS P0306M-6000 применяется для лазерной резки труб диаметром 20 мм – 200 мм с толщиной стенок 3,5 мм – 8 мм. Обладая большой мощностью, такого оборудование производит резку со скоростью несколько сантиметров в секунду.
Благодаря высокой скорости трубы при резке не успевают нагреваться. А значит их структура и физические свойства не меняются. Готовая для дальнейшей работы заготовка обладает всеми свойствами первичной детали. Головка швейцарского производителя RayTools, установленная на станке SEKIRUS P0306M-6000, обеспечивает качество луча в < 0.373mrad. Это позволяет расплавить материал с высокой точностью.
Описываемый в этой статье станок кроме резки труб способен обеспечить резку листового металла и заготовок с круглым и прямоугольным сечением. С помощью дополнительной оснастки можно проводить фрезерные работы, наносить гравировку и раскраивать заготовки по сложному контуру.
Станок SEKIRUS P0306M-6000 имеет возможность работы в автоматическом режиме. Оснащенный различными датчиками, этот агрегат способен «понять» когда труба или другая заготовка зайдет в рабочее поле и будет готова для резки. С помощью такого оборудования можно снизить затраты на резку труб и листового металла, уменьшить количество брака и отходов.
Лазерная резка труб – это передовой и прогрессивный способ металлообработки. Использование лазера помогает работать с хрупкими и сверхтонкими материалами. Благодаря наличию специального высокотехничного оборудования, резка лазером вытесняет традиционные виды такой металлообработки.
Лазерная и плазменная резка
Одним из главных достоинств, кроме высокой производительности плазменной и лазерной резки металлов является возможность выполнения сложного фигурного реза в листовом материале.
Раскрой проката плазморезом
Плазменный раскрой металла выполняется посредством интенсивного нагревания металла вдоль реза энергией электродуги с последующим удалением расплава плазменным потоком. За счет высокой температуры режущего потока ионизированного газа (15-30 тыс. градусов Цельсия), метод обладает высокой скоростью резки. Это наиболее эффективный термический способ резки листового металла.
https://youtube.com/watch?v=mOLcpYHuffY
Перечисляя достоинства плазменного раскроя металла, кроме высокой точности реза, стоит отметить:
- Возможность раскроя заготовок сложной формы, в том числе по шаблону;
- Отсутствие термальной деформации листа;
- Высокую повторяемость для однотипных деталей, с допуском по контуру до 0,5мм;
- Экологичность и безопасность процесса;
- Возможность обработки черного и цветного проката, нержавейки с большим диапазоном толщин.
Плазменный раскрой листового металла возможен для:
- Алюминиевого проката толщиной до 120 мм;
- Меди и сплавов (бронзы) до 80 мм;
- Легированных сталей — до 50 мм.
Различия по максимально возможной толщине обработки связаны с различной теплопроводностью цветных и черных металлов. С увеличением толщины листа, экономическая целесообразность снижается в связи с большим расходом ресурсов (электротока).
К недостаткам плазменного раскроя можно отнести:
- Увеличение твердости кромок в результате термического нагрева;
- Зону побежалости, радужного изменения цвета, по краям реза.
На рынке представлено оборудование разного класса, в том числе и для ручной плазменной резки. Раскрой черного и цветного металла выполняется контактными аппаратами, электродуга возникает между электродом и обрабатываемым листом.
Устройство для плазменной резки состоит из:
- Плазмотрона, преобразовывающего энергию электродуги в тепловую энергию плазмы;
- Источника питания;
- Компрессора или газового баллона для обеспечения струи газа или воздушной смеси
Лазерный раскрой листового проката
Лазерный раскрой металла обеспечивается за счет сфокусированного излучения с концентрацией тепловой энергии в области резки. В результате — высокоточные тонкие резы, позволяющие раскроить лазером множество деталей с минимальными зазорами между разметкой. Процесс резки роботизирован. Лазер выполняет сложные перемещения согласно электронному чертежу, заложенному в программное управление без малейших отклонений по контуру.
К преимуществам лазерного раскроя можно отнести:
- Воспроизведение замкнутых криволинейных контуров любой сложности;
- Экономия материала за счет плотного расположения деталей на листе и программного раскроя с минимальной вероятностью ошибки;
- Отсутствие механического и продолжительного термического воздействия, края деталей не деформируются, отсутствуют цвета побежалости;
- Перпендикулярность кромки, низкий коэффициент шероховатости поверхности.
https://youtube.com/watch?v=H5GAk_L_sR8
Негативными параметрами являются:
- Максимально возможная толщина резки — 20мм;
- Снижение производительности при резке металла с высокими отражающими свойствами, например, полированной нержавеющей стали, уменьшающие мощность воздействия лазера.
Лазерный раскрой листовой стали широко используется при изготовлении деталей с максимальными требованиями к точности геометрической формы и повторяемости, в автомобилестроении, точном приборостроении, а также для создания эксклюзивных элементов декора, резных решеток и держателей.
Поиск записей с помощью фильтра:
Технологические особенности лазерного раскроя металла
Функциональность и быстрота работы станочного парка обеспечивается благодаря четкой работе квалифицированных технических специалистов, производящих своевременный ремонт и замену комплектующих в случае возникновения необходимости.
Современные технологические возможности раскроя листового проката при помощи лазера позволяют обеспечить:
- высокую скорость и точность обработки поверхности;
- возможность раскроя по фигурному контуру детали любой формы;
- ввиду отсутствия физического контакта, качественный раскрой любых тонких и хрупких материалов;
- идеально ровную торцевую часть детали;
- получение минимального количества отходов в ходе лазерной резки листа.
Помимо раскроя листового металла, наше производственное предприятие осуществляет гибку изделий, их дальнейшую сварку и покраску.
Все работы выполняются на высоком профессиональном уровне в сжатые сроки.
Преимущества и недостатки лазерной резки
У обработки материалов лазером есть ряд сильных и слабых сторон.
Преимущества:
- Зависимо от мощности выбранного оборудования, можно разделять листы большой толщины.
- Резка металла лазером выполняется без соприкосновения рабочей части с поверхностью изделия. Это исключает механические повреждения материала.
- Высокая скорость проведения технологического процесса.
- Если установка для лазерной резки комплектуется ЧПУ, можно добиться высоких показателей точности, производительности.
- Выделение минимального количества отходов.
- Возможность создавать резы разных размеров, формы.
Недостатки:
- Установка расходует много электроэнергии.
- Простые модели не могут разделять листы шириной свыше 20 мм.





